
Quando falamos de Sistemas de Visão, sabe-se que eles possuem maior capacidade de processamento em relação aos Sensores de Visão. Tendo isso em vista, é presente neste tipo de equipamento o uso de algoritmos de Inteligência Artificial ou de algoritmos de Visão Computacional mais completos que os encontrados em Sensores de Visão.
Assim, essa maior capacidade de processar algoritmos possibilita aos Sistemas de Visão a capacidade de realizar mais de uma qualificação por inspeção. É possível realizar, por exemplo, a verificação de uma falha em uma peça e, ao mesmo tempo, ler um código de barras gravado em sua superfície. Ademais, os Sistemas de Visão têm um maior grau de refinamento em inspeções de qualidade, permitindo não somente classificar produtos e peças como “aprovadas X reprovadas”, mas também definir exatamente o tipo de defeito e o nível no qual o defeito se apresenta.
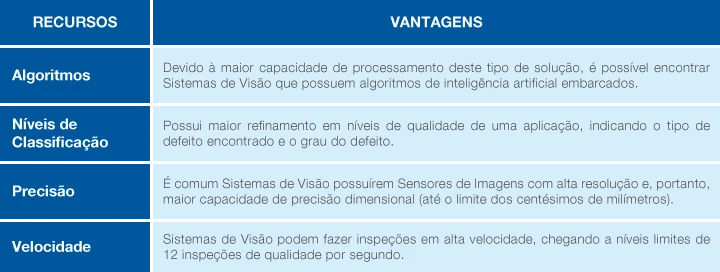
Nesse viés, além do maior poder computacional e maior capacidade de customização, é comum os Sistemas de Visão possuírem Sensores de Imagem de maior resolução e maior capacidade de capturas de imagens por segundo. Isso significa que estes equipamentos tecnológicos são vantajosos em demandas que necessitem de maior precisão dimensional (até a ordem de centésimos de milímetros), assim como velocidade de inspeção (com capacidade limite de cerca de 3600 inspeções por minuto). Estas são fronteiras comuns da performance dos Sistemas de Visão, ultrapassando em muito a capacidade humana. Na tabela abaixo é possível entender, de maneira resumida, as vantagens deste tipo de equipamento:
Dadas todas estas vantagens descritas, os Sistemas de Visão viabilizam a inspeção completa de 100% dos produtos de uma linha de produção, tornando possível para a sua indústria entregar um produto sem falhas ao cliente final.
Ficou com alguma dúvida? Você pode compreender melhor o tema lendo mais artigos na nossa Biblioteca de Artigos sobre Sistemas de Visão.
Quando falamos de Sistemas de Visão, sabe-se que eles possuem maior capacidade de processamento em relação aos Sensores de Visão. Tendo isso em vista, é presente neste tipo de equipamento o uso de algoritmos de Inteligência Artificial ou de algoritmos de Visão Computacional mais completos que os encontrados em Sensores de Visão.
Assim, essa maior capacidade de processar algoritmos possibilita aos Sistemas de Visão a capacidade de realizar mais de uma qualificação por inspeção. É possível realizar, por exemplo, a verificação de uma falha em uma peça e, ao mesmo tempo, ler um código de barras gravado em sua superfície. Ademais, os Sistemas de Visão têm um maior grau de refinamento em inspeções de qualidade, permitindo não somente classificar produtos e peças como “aprovadas X reprovadas”, mas também definir exatamente o tipo de defeito e o nível no qual o defeito se apresenta.
Nesse viés, além do maior poder computacional e maior capacidade de customização, é comum os Sistemas de Visão possuírem Sensores de Imagem de maior resolução e maior capacidade de capturas de imagens por segundo. Isso significa que estes equipamentos tecnológicos são vantajosos em demandas que necessitem de maior precisão dimensional (até a ordem de centésimos de milímetros), assim como velocidade de inspeção (com capacidade limite de cerca de 3600 inspeções por minuto). Estas são fronteiras comuns da performance dos Sistemas de Visão, ultrapassando em muito a capacidade humana. Na tabela abaixo é possível entender, de maneira resumida, as vantagens deste tipo de equipamento:
Dadas todas estas vantagens descritas, os Sistemas de Visão viabilizam a inspeção completa de 100% dos produtos de uma linha de produção, tornando possível para a sua indústria entregar um produto sem falhas ao cliente final.
Ficou com alguma dúvida? Você pode compreender melhor o tema lendo mais artigos na nossa Biblioteca de Artigos sobre Sistemas de Visão.
Quando falamos de Sistemas de Visão, sabe-se que eles possuem maior capacidade de processamento em relação aos Sensores de Visão. Tendo isso em vista, é presente neste tipo de equipamento o uso de algoritmos de Inteligência Artificial ou de algoritmos de Visão Computacional mais completos que os encontrados em Sensores de Visão.
Assim, essa maior capacidade de processar algoritmos possibilita aos Sistemas de Visão a capacidade de realizar mais de uma qualificação por inspeção. É possível realizar, por exemplo, a verificação de uma falha em uma peça e, ao mesmo tempo, ler um código de barras gravado em sua superfície. Ademais, os Sistemas de Visão têm um maior grau de refinamento em inspeções de qualidade, permitindo não somente classificar produtos e peças como “aprovadas X reprovadas”, mas também definir exatamente o tipo de defeito e o nível no qual o defeito se apresenta.
Nesse viés, além do maior poder computacional e maior capacidade de customização, é comum os Sistemas de Visão possuírem Sensores de Imagem de maior resolução e maior capacidade de capturas de imagens por segundo. Isso significa que estes equipamentos tecnológicos são vantajosos em demandas que necessitem de maior precisão dimensional (até a ordem de centésimos de milímetros), assim como velocidade de inspeção (com capacidade limite de cerca de 3600 inspeções por minuto). Estas são fronteiras comuns da performance dos Sistemas de Visão, ultrapassando em muito a capacidade humana. Na tabela abaixo é possível entender, de maneira resumida, as vantagens deste tipo de equipamento:
Dadas todas estas vantagens descritas, os Sistemas de Visão viabilizam a inspeção completa de 100% dos produtos de uma linha de produção, tornando possível para a sua indústria entregar um produto sem falhas ao cliente final.
Ficou com alguma dúvida? Você pode compreender melhor o tema lendo mais artigos na nossa Biblioteca de Artigos sobre Sistemas de Visão.
